оооооооооооооооооооооооо
Ножной механический станок для выпиливания (Лобзик)
Лобзик — неотъемлемая принадлежность каждой домашней мастерской. Тоненькая его пилка с одинаковым успехом пилит фанеру, толстые доски, медь, латунь, железо и даже сталь. В мастерских, где много распиловки, применяют механические лобзики или, как их еще называют, выпиловочные станки. Они бывают с ручным, ножным или электро- и бензо- моторным приводом и дают, по сравнению с простыми лобзиками, значительно большую производительность. Наш станок почти целиком сделан из металла и этим напоминает промышленный образец. Вся конструкция выполнена из водопроводных труб, что значительно упрощает изготовление, устраняет неизбежные в этих случаях сварку, ковку и клепку. Станок легко разбирается, легок и прочен. Общий вид ножного механического станка для выпиливания показан на рис. 1.
Он состоит из станины А, столика Б, качающейся рамы В, маховика Г, шкива Д с кривошипным механизмом и педали Е. При нажиме ногой на педаль маховик приходит во вращение, как у швейной машины. Вращение маховика при помощи приводного ремня передается шкиву кривошипного механизма. Палец эксцентрика помещен в прорези нижней параллели рамы и приводит раму в колебательное (вниз и вверх) движение. Обе параллели рамы шарнирно укреплены на задней стойке станины и с одного конца связаны пилкой, а с другого — пружиной или специальной стяжкой Ж, натягивающей пилку. Пилка проходит в отверстие столика и во время работы движется только в одной (вертикальной) плоскости. Материал для распиловки кладется на столик. Если столик стоит горизонтально, пропил будет прямым. Если столик поставить под некоторым углом, будет косой пропил, что при работе иногда бывает необходимо. Станина На станине укреплены все части станка, и поэтому надежность и прочность станка зависят прежде всего от станины. Материал для ее изготовления — обыкновенные железные водопроводные трубы диаметром 1/2 или 3/4 дюйма. Нужно заметить, что водопроводные трубы измеряются всегда по внутреннему диаметру и не в миллиметрах, а в дюймах. В таблице даны размеры наиболее ходовых труб. Верхний ряд — внутренние диаметры труб в дюймах, нижний ряд — наружные диаметры труб в миллиметрах. Для нашего станка надо достать обрезки старых полудюймовых труб, негодных для водопроводных работ. Нам нужна их механическая прочность, а не водонепроницаемость, и такие обрезки охотно отдадут в любой водопроводной мастерской. Всего надо 6 отрезков для изготовления деталей, показанных на рис. 2.
Деталь а (задняя стойка) — труба длиной 220 мм, деталь б — соединительная труба длиной 300 мм, деталь в (передняя стойка), г (задняя нога) и д (передние ноги) изогнуты. В таких случаях первоначальная длина трубы берется значительно большая, а обрезка по размерам производится после изгиба. Распорка е — прямая труба длиной около 650 мм. Кроме труб необходимо достать крестовину (рис. За) и тройник (рис. 3б).
Если у вас нет трубогибочного станка, то изгибание труб производится следующим образом. Приготовив необходимый отрезок, заколачивают одни его конец деревянной пробкой, а через открытый конец заполняют трубу сухим песком. Чтобы песок улегся возможно плотнее, по трубе все время постукивают молотком. Наполненную трубу заколачивают второй пробкой, и место изгиба нагревают в горне или в печной топке. Нагретую докрасна трубу легко изогнуть, подложив под изгиб круглое полено или зажав конец в тиски. Угол изгиба проверяется приготовленным заранее шаблоном из 3—4-миллиметровой железной проволоки. Без песчаной набивки в месте изгиба трубы сплющатся, и, хотя прочность станка от этого не уменьшится, он сильно проиграет во внешности. Остывшие трубы освобождаются от песка и обрезаются ножовкой по размерам, указанным на рис. 2. Нарезка резьбы производится специальным инструментом — клуппом; он имеется в каждой водопроводной мастерской. Так как эта работа требует навыка, ее лучше поручить опытному человеку. После нарезки резьбы, на трубах в нужных местах сверлятся отверстия. Указанные на рисунках диаметры отверстий могут быть изменены в зависимости от имеющихся материалов для осей, трубок и шарниров. После сверловки передних ног можно произвести пробную сборку станины для подгонки распорки (деталь е), длина которой зависит от угла изгиба передних ног и заранее точно определена быть не может. Для установки распорки надо взять железный прут диаметром 6 мм и длиной на 80 мм больше длины распорки. Концы прута нарезаются и снабжаются гайками. На рис. 1 виден конец прута с гайкой. Маховик, педаль, шатун На задней ноге станины укрепляется маховое колесо, служащее одновременно и шкивом для привода эксцентрика. Если под руками имеется готовое железное или чугунное колесо от швейной или какой-либо другой машины, можло использовать его или сделать маховик из дерева. Из 3—4-миллиметровой фанеры выпиливаются 4 круга: 2 — диаметром по 500 мм и 2 по 490 мм. Острым ножом или рашпилем края кругов срезаются с таким расчетом, чтобы на ободе готового колеса получалась канавка, как показано на рис. 4. Готовые круги намазываются столярным клеем, складываются и сколачиваются. Центры кругов должны совпадать совершенно точно.
Из 3—4-миллиметрового железа вырубается фланец (рис. 5). Размеры могут быть изменены в зависимости от имеющегося железа. В центре фланца сверлится отверстие и нарезается резьба для крепления маховика на оси. Навернув фланец на ось (рис. 6) до конца длинной нарезки, продевают ее в отверстие маховика и на конец навинчивают гайку; после этого привертывают фланец шурупами к колесу. Отверстие в задней ноге станины сделано для оси маховика. Чтобы уменьшить трение и придать колесу большую устойчивость, в отверстие ноги сначала вставляется латунная трубка длиной 25 мм. Поставив маховик на место, на другой конец оси навинчивают кривошип а (рис. 7) с пальцем б. Педаль выпиливается из 15—20-миллиметровой доски по рис. 8 и крепится к распорке скобой из кровельного железа.
Шатун (рис. 9) выпиливается из дубовой или березовой доски толщиной 15 мм. Одним из больших отверстий шатун надевается на палец кривошипа маховика, нижний конец при помощи железной шпильки (подходящего гвоздя) соединяется с педалью. Нажимами на педаль приводят маховик в быстрое вращение и напильником слегка прикасаются к канавке. Через несколько минут все шероховатости сгладятся, и маховик готов к работе. Чем тяжелее маховик, тем лучше работает станок, поэтому, если есть возможность, на маховик полезно привинтить тяжелые плоские куски железа или латуни. Кривошип Кривошипный механизм состоит из 4 частей (Рис. 10): а - ось, б - шкивок, в - эксцентрик, г - палец.
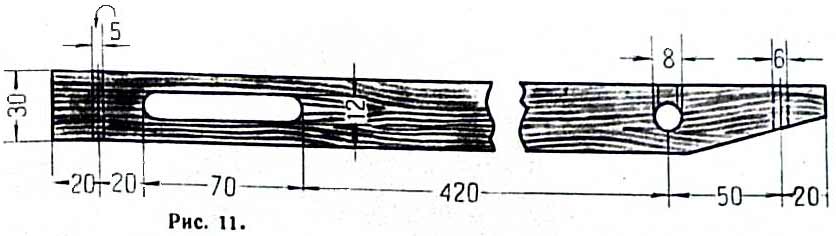
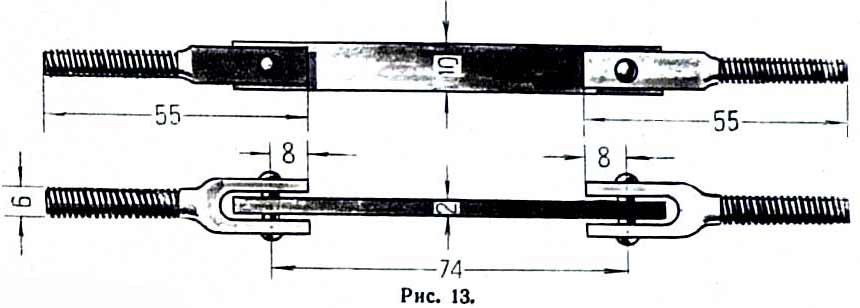
То, что было сказано о работе маховика, относится и к кривошипному механизму: он должен быть тяжелым — обладать достаточной инерцией. Эти детали лучше выточить на токарном станке. Ось делается из 8-миллиметрового круглого железа. Конец запиливается на квадрат, на который туго насаживается эксцентрик, после чего конец квадрата расклепывается. Если квадрат выступил из эксцентрика, его надо спилить напильником. Эксцентрик выпиливается из подходящего железа. Точеный палец может быть заменен подходящим болтиком, под который нарезается отверстие в эксцентрике. Шкивок без станка сделать трудно. Устанавливается кривошипный механизм на передней стойке рамы. Так же, как и при установке маховика, в отверстие стойки сначала вставляется латунная трубка длиной 30 мм. Трубка должна выступать с той стороны, где будет надет шкивок. В качестве приводного ремня можно использовать резиновую трубку, сыромятный ремешок или просто скрученный шпагат. Для хорошей работы привода надо обеспечить надежную смазку его трущихся частей, особенно ось эксцентрика, так как она делает значительное число оборотов. Надежность смазки достигается чрезвычайно просто. В латунной трубке, в которой вращается ось, делается ножовкой пропил. Через верхний конец стойки в нее забивается деревянная пробка. Верх этой пробки должен быть на 10—15 мм ниже отверстия для латунной трубки. После сборки кривошипного механизма тавотом или вазелином, который через пропил в трубочке будет смазывать ось. Время от времени запас тавота надо пополнять, для чего необходимо лишь снять столик. Рама, зажимы, столик По рис. 11 из дубовой или березовой доски толщиной 15 мм делаются параллели рамы. Одна из них должна иметь прорезь для пальца эксцентрика. В отверстия задней стойки вставляются 2 шпильки (рис. 12). На концы, с длинной резьбой до отказа навинчиваются гайки, шпильки вставляются в стойку с левой стороны и с другой стороны также крепятся гайками. На шпильки надеваются параллели, затем шайбы и гайки. Шпильки в стойке должны сидеть неподвижно, а параллели свободно и без излишнего трения качаться на шпильках. Короткие концы параллелей стягиваются спиральной пружиной, упругость которой подбирается практически. Вместо пружины можно применить шарнирную стяжку, устройство которой ясно из рис. 13.
Для установки пилки надо сделать по рис. 14 два зажима. Они крепятся к раме шурупами или болтиками. Прорези на зажимах делаются для того, чтобы, отвернув шурупы, можно было сдвигать зажимы назад или вперед вдоль рамы.
Столик (рис. 15) вырубается или вырезается из 2-миллиметрового железа. Отогнутая полоса входит в прорезь передней стойки и крепится к ней сквозным болтиком. После установки столика делается разметка щели для пилки. Если вместо щели сделать небольшое круглое отверстие, нельзя будет работать с наклонным столиком, что необходимо для косых пропилов.
На рис. 16 показана схема работы параллелей станка.
Собранный станок надо отрегулировать. Возможны небольшие перекосы отверстий, заедание трущихся частей и пр. Все эти дефекты устраняются после окончательной сборки станка. Хорошо отрегулированный и смазанный станок имеет легкий ход и дает ровный пролил. Если пилка быстро рвется, надо прежде всего проверить раму и устранить ее перекосы. Обе параллели должны стоять точно друг над другом и иметь самые минимальные поперечные перемещения. Палец эксцентрика должен ходить в прорези рамы свободно, но не болтаться в ней. Если станок работает без нагрузки легко, а при распиловке — рывками или совсем затормаживается, это следствие недостаточной инерции маховика и эксцентрика. Необходимо утяжелить сначала маховик, а быть может, придется заменить шкивок более тяжелым. Описанный станок отлично работает с деревянным маховиком даже меньших размеров, но утяжеленным латунным грузом в 2 кг. По материалам журнала "Знание - Сила". Автор: Л. Покровский © "Энциклопедия Технологий и Методик" Патлах В.В. 1993-2007 гг.
|











оооооооооооооооооооооооо
|
|