оооооооооооооооооооооооо
Аппарат контактной сварки Аппарат контактной сварки (далее АКС) предназначен для приваривания листовой нержавеющей и обычной стали толщиной от 0,08 до 0,9 мм к массивным стальным деталям, также для соединения сваркой стальной проволоки диаметром до 1,5 мм.
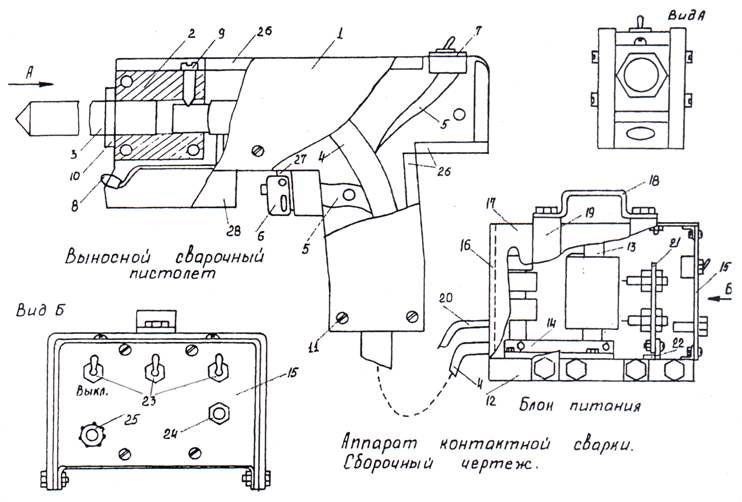
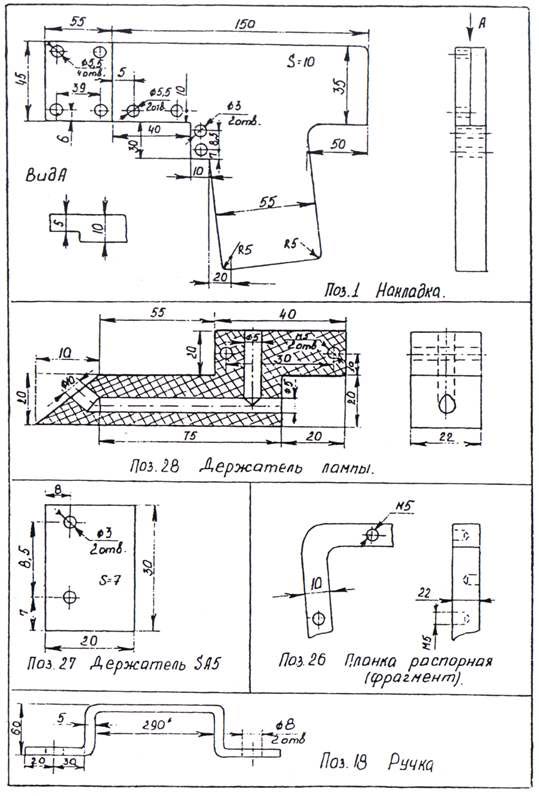
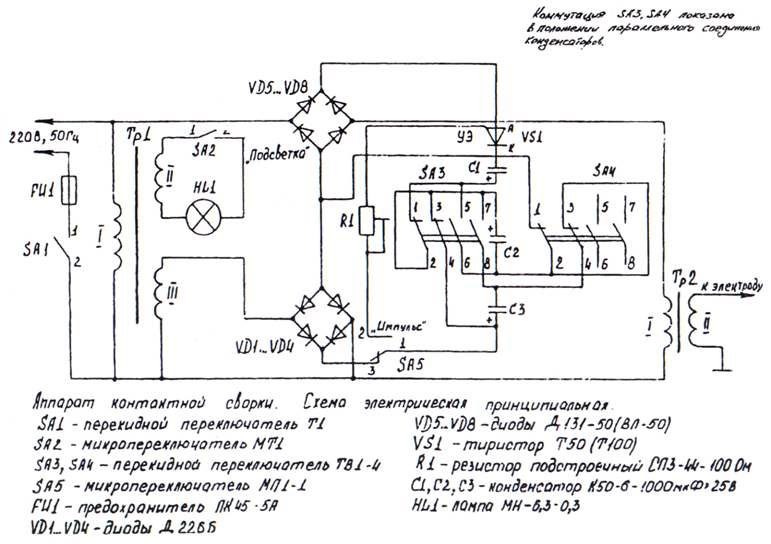
Устройство, принцип работы. АКС состоит из двух функциональных узлов блока питания и выносного сварочного пистолета. Блок питания, в свою очередь, включает в себя электронное реле на тиристоре VS1 и мощный сварочный трансформатор Тр2. К одному из выводов его низковольтной вторичной обмотки подключен через сварочный кабель электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Первичная обмотка Тр2 подключена к сети через диодный мост на VD5...VD8, в диагональ которого включен тиристор VS1. Маломощный вспомогательный трансформатор Тр1 питает сеть управления тиристором и лампу подсветки (обмотка II). Работает АКС следующим образом. При замыкании контактов переключателя SA1 напряжение 220 В поступает на обмотку I Тр1 узла управления тиристором. Конденсаторный блок С1...СЗ, подключенный к выпрямительному мосту VD1...VD4 через замкнутые контакты переключателей SA3, SA4, заряжается. Первичная обмотка Тр2 обесточена, так как тиристор закрыт. При нажатии на микропереключатель SA5 заряженный блок конденсаторов подключается к управляющему электроду тиристора через резистор R1. Разрядный ток конденсаторного блока открывает тиристор и напряжение сети поступает на первичную обмотку Тр2. Если вторичная обмотка Тр2 соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1C2C3 и составляет величину от 0,1 до 0,3 сек. Если при помощи SA3, SA4, конденсаторы соединены параллельно длительность максимальна (для сварки толстых листов), если последовательно - минимальна. Возврат АКС в исходное состояние происходит автоматически после окончания разряда конденсаторного блока и не зависит от времени удержания SA5 в замкнутом состоянии. Оптимальный режим сварки задается резистором R1. Блок питания размещен на основании поз. 12. Электронное реле размещают на монтажной плате, сетевой переключатель, регулировочный резистор, переключатели конденсаторного блока, держатель предохранителя располагают на передней панели. Крепление Тр2 к основанию осуществляется при помощи планок поз. 14, монтажная плата - при помощи крепежных уголков. Крепление панелей поз. 15, 16 к основанию и кожуху также при помощи уголков. Рукоятка для переноски БП закреплена на основании и кожухе при помощи двух силовых скоб поз. 19, крепление рукоятки смещено назад в сторону более массивной части блока. Сварочный пистолет состоит из двух накладок поз. 1, выполненных в виде двух одинаковых по форме и размерам частей, вырезанных из текстолита. В передней части закреплены переходник поз. 2, держатель лампы поз. 28. микропереключатель SA5, в задней - выключатель подсветки SA5 укреплен между накладок при помощи винтов М2 и держателей поз. 27. Накладки соединены между собой винтами, которые вворачиваются в переходник, держатель лампы и распорные планки. Внутри накладок располагается сварочный кабель, соединенный с переходником при помощи контровочного винта поз. 9. Провода управления зафиксированы на сварочном кабеле и соединяют элементы БП и переключатели SA2, SA5. Сменные электроды поз.3 вворачиваются в отверстие M8 переходника и фиксируются контровочной гайкой поз. 10. Второй вывод вторичной обмотки Тр2 монтируют на основании без изоляционных прокладок. Кабель, идущий от этого вывода, снабжен зажимом любого типа, для фиксации на одной из свариваемых деталей. Опыт показал что лучший тип зажима - струбцина.
Изготовление АКС. Размеры блока питания зависят от Тр2 поэтому изготовление следует начать с него. Принципиальная конструкция трансформатора не имеет значения, определяющий параметр - сечение магнитопровода, которое должно быть не менее 60 см2. Магнитолровод может быть любым «О»-образным, «Ш»-образным, из статора электродвигателя и т.д. В данной конструкции применен трансформатор с «О»-образным магнитопроводом (не самый лучший вариант с точки зрения габаритов, но зато более доступный). Набирается он из пластин электротехнической стали, сечение магнитопровода - 65 см2. Первичная обмотка наматывается на круглом каркасе из электрокартона, размещается на одной из сторон магнитопровода и изолируется от него деревянными клиньями, образующими воздушный зазор. Провод для первичной обмотки - ПЭТВ диаметром 1,62...1,7 мм, 160-165 витков. Вторичная обмотка - 4,5 витка медной шины ПБУ 5,2x17,5 мм. Допускается использование другой шины или провода но сечение должно быть не менее 90 мм2. В частности можно использовать провода из трехфазных, трехжильных кабелей, сложив их несколько раз для получения нужного сечения. Концы шины вторичной обмотки изогнуть петлей для крепления к ним сварочных кабелей при помощи болтов. Шина перед намоткой изолируется по всей длине фторопластовой лентой (берется из конденсаторов типа ФТ) или лентой ФУМ в один слой, допускается изолента на х/б основе в 2-3 слоя. Этой же лентой изолируются друг от друга первый и последующий слои первичной обмотки. Выводы этой обмотки фиксируются х/б тесьмой. Пластины магнитопровода собираются «вперекрышку», т.е. перекрывая длинной пластиной стык с короткой и т.д. Стяжка магнитопровода производится уголками и болтами М8. После предварительной стяжки (для выпрямления пластин) верхняя часть магнитопровода удаляется и на него помещаются каркасы с обмотками. Затем пластины верхней части ставятся на место и производится окончательная стяжка пластин, каркасы фиксируются деревянными клиньями относительно магнитопровода. После сборки провести электрическую проверку Тр2; после включения в сеть напряжение на вторичной обмотке должно быть 4 Изготовив Тр2: исходя из реальных его размеров уточняют размеры основания, кожуха и вырезают их из листовой стали ориентируясь на чертеж. Детали электронного реле располагаются на плате произвольных размеров из листового текстолита или гетинакса толщиной 3-5 мм. Трансформатор Тр1 может быть любым, обеспечивающим на вторичных обмотках напряжения 10-15 В (для заряда конденсаторного блока) и 6 В (для питания лампы подсветки). Самодельный Тр1 имеет следующие параметры: магнитопровод любого типа сечением 1 см2; обмотка I - 8000 витков провода ПЭТВ-2 диаметром 0,06 мм; обмотка II - 800 витков провода ПЭТВ2 диаметром 0,06 мм; обмотка III -ПЭТВ-2 диаметром 0,2 мм. Магнитопровод от обмоток и обмотки между собой изолировать одним-двумя слоями фторопластовой ленты. Сварочные провода использованы типа КОГ2 с диаметром основной жилы 90 мм2 и четырьмя вспомогательными жилами. Изготовление сварочного пистолета следует начать с изготовления переходника и электродов (см. чертеж). Накладки вырезаются из листа текстолита или винипласта, размеры накладок могут быть изменены по руке владельца. В держателе лампы сверлятся каналы для подведения проводов к лампе подсветки. Микропереключатель крепится к накладкам при помощи двух держателей и винтов диаметром 2 мм. Распорные планки изгибаются из полосы оргстекла по месту, учитывая расположение на накладках поз. 2, 6, 7, 28 и проходящий через рукоятку сварочный кабель. Скрепляются накладки винтами М5, ввернутыми в переходник и распорные планки. Количество и расположение винтов, как показывает опыт, лучше выбирать по месту. Конец сварочного кабеля опаивается, вставляется в отверстие диаметром 12 мм переходника и фиксируется контровочным винтом. Для дополнительной фиксации накладок целесообразно применить клеящие мастики типа «Монолит», «Гарант». Острые кромки накладок притупить, рукоятку обмотать изолентой. Правильно собранный АКС начинает работать сразу. Качество сварной точки проверяют следующим образом. Полоску стального листа шириной 10-12 мм приваривают к очищенной от окалины поверхности стального бруска несколькими точками, затем полоску отрывают плоскогубцами. В точках сварки должны остаться отверстия (вырывы) диаметром 0,5 - 0,8 мм. При отклонении регулируют длительность сварочного импульса резистором R1. Эту проверку производят при параллельном и последовательном включении конденсаторов - выбор переключателями SA3, SA4.
Эксплуатация АКС. Работающий с АКС должен стоять на резиновом коврике, использовать резиновые перчатки и защитные очки. Кабель «заземления» подсоединяют к детали, к которой нужно приварить другую деталь. Включают АКС, привариваемые детали, прикладываются друг к другу, плотно прижимаются электродом сварочного пистолета, нажимают на кнопку SA5, через 1-1,5 сек снимают электрод с точки, устанавливают на следующую. При необходимости включают подсветку.
Таблица 1
© С.И.Молотков, 1999 г. Размещено с согласия автора. © "Энциклопедия Технологий и Методик" Патлах В.В. 1993-2007 гг.
|

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
оооооооооооооооооооооооо
|
|