оооооооооооооооооооооооо
Портативный газосварочный электролизный аппарат (АГЭ) 1. Назначение. АГЭ предназначен для газопламенной обработки различных материалов: пайки, сварки и резки металлов и не металлов при температуре окружающей среды от 0°С до плюс 40°С. Нетоксичность продуктов сгорания кислородно-водородного пламени АГЭ позволяет вести работы в помещениях малого объема.
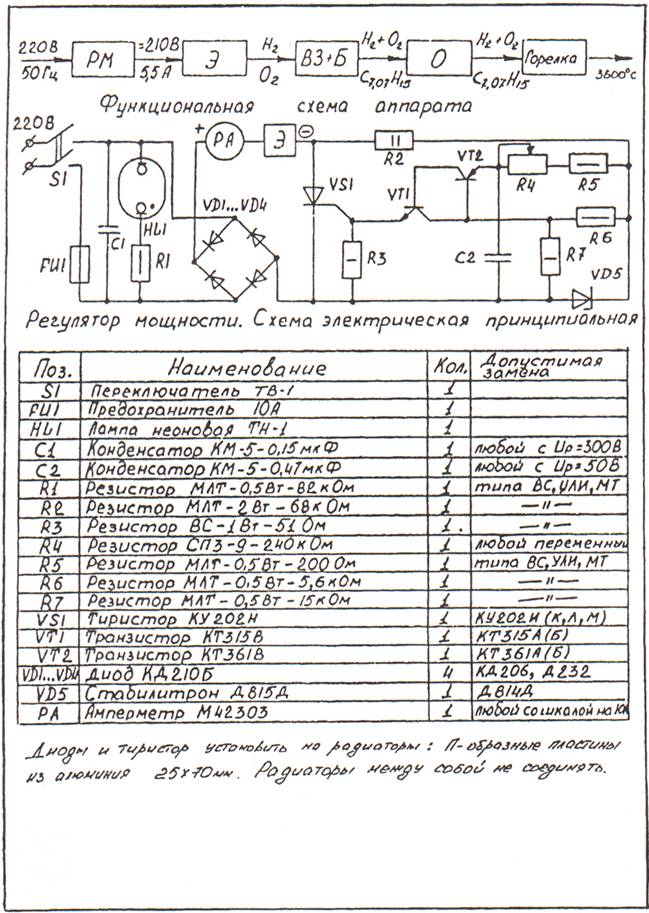
2. Принцип действия. В АГЭ используется принцип получения газовой смеси, состоящей из кислорода и водорода, путем электролиза водного раствора щелочи. Процесс электролиза протекает под воздействием постоянного электрического тока в блоке электролизера, откуда газовая смесь, проходя через водяной затвор, барботер (обогатитель) и осушитель, поступает в горелку (смотри функциональную схему).
3. Технические данные АГЭ. Напряжение питания 220 В, 50 Гц АГЭ обеспечивает резку и сварку листовой стали толщиной до 4 мм, стального прутка диаметром до 7 мм.
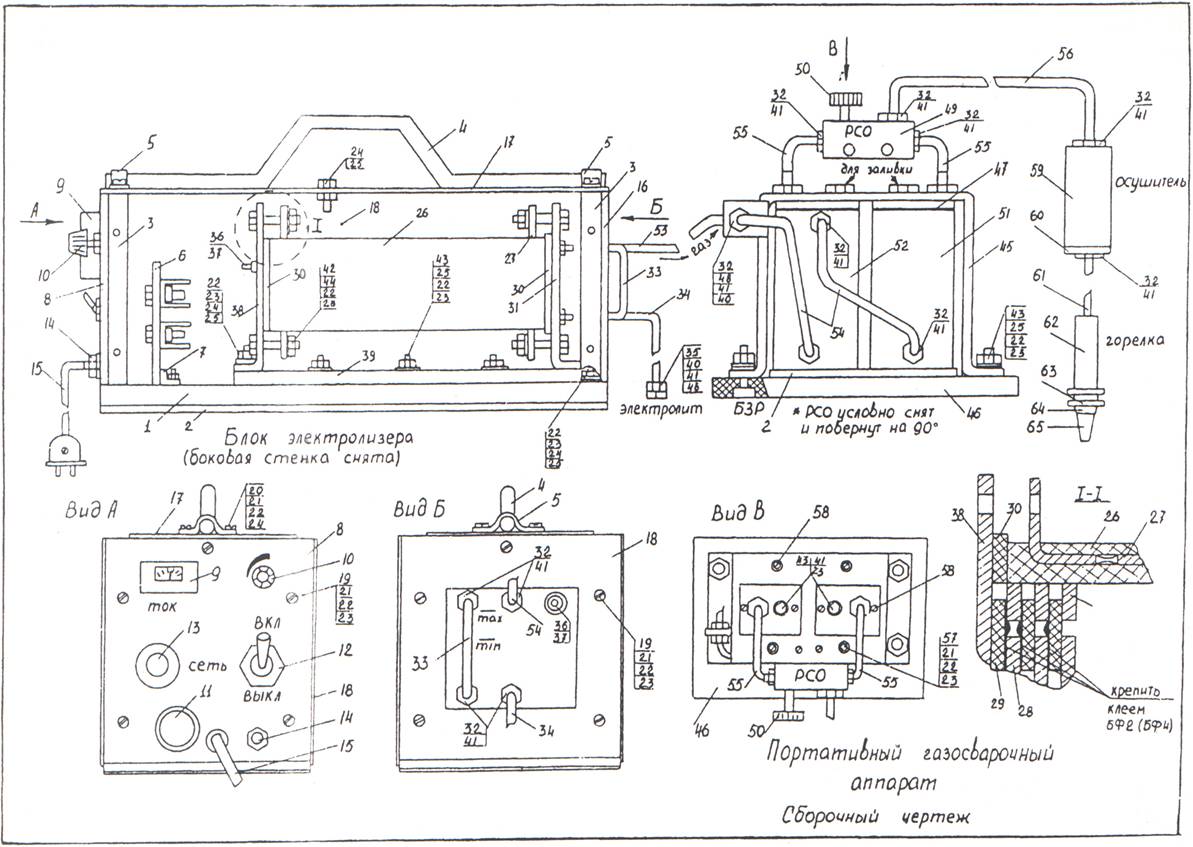
4. Устройство АГЭ. АГЭ состоит из корпуса, блока электролизера, регулятора мощности, блока защиты и регулирования (БЗР), осушителя, горелки, соединительных трубок. Для обслуживания АГЭ имеет ряд приспособлений.
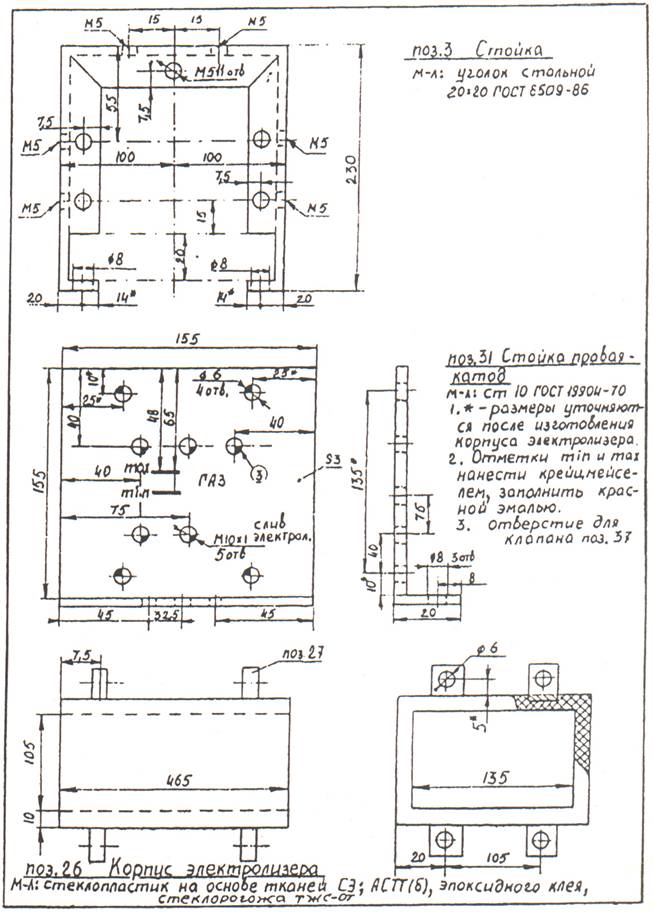
4.1. Корпус АГЭ. Корпус АГЭ состоит из основания поз.1, стоек поз.3 для закрепления деталей кожуха поз.17,18; рукоятки поз.4 и панелей поз.8,16. На основание установлены: блок электролизера, регулятор мощности на монтажной плате поз.6, стойки. К стоикам винтами крепятся крышка поз.17 и боковые стенки поз.18. Ширина крышки выбрана меньше ширины стоек, для образования вентиляционных щелей. Поверх крышки, к стойкам при помощи скоб поз 5 крепится рукоятка. В крышке гайкой закреплен болт поз.24, предназначенный для фиксации кронштейна поз.68 заливочного стакана поз.67. В боковых стенках выполнены вентиляционные отверстия. На левой панели поз.8 размещены: амперметр поз. 9 со шкалой на 10 А, ручка резистора РМ поз. 10, индикаторная лампа поз.13, переключатель поз.12, предохранитель поз.12, предохранитель с держателем поз.11, болт заземления поз.14 с гайками. Болт заземления соединен с болтом, крепящим стойку к основанию, при помощи провода с наконечниками; сечение провода не менее 10 мм2. В правой панели вырезано окно для прохождения трубок и наблюдения за уровнем электролита и состоянием предохранительного клапана поз.37. Снизу к основанию клеем БФ-2 приклеена резиновая пластина поз.2, закрывающая головки болтов.
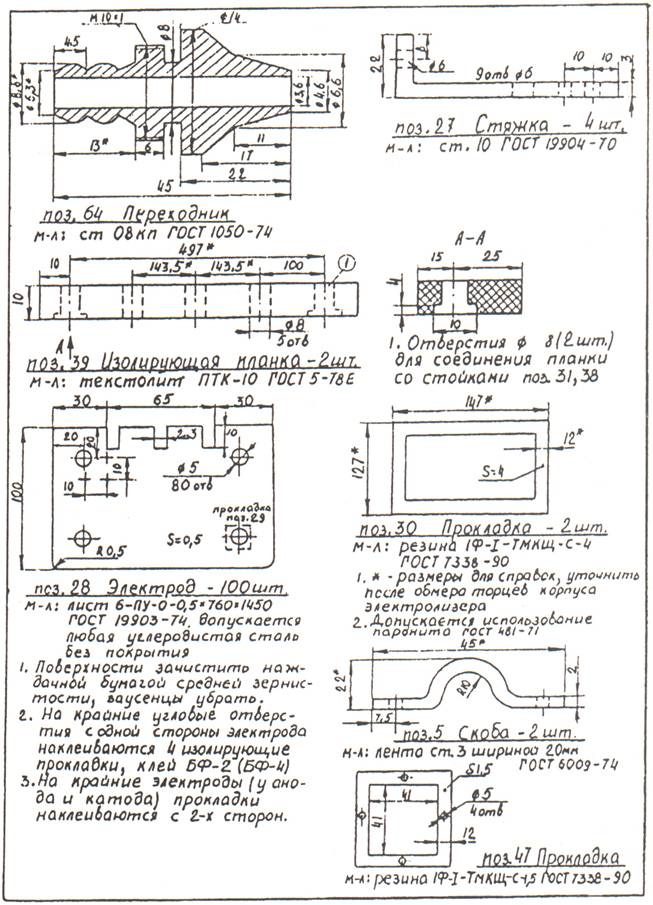
4.2. Блок электролизера. В состав блока входят: корпус электролизера поз.26, стойки левая поз. 38 и правая поз.31, планки изолирующие поз.39. Корпус со стойками образуют прямоугольную электролитическую емкость, в которой размещаются 100 пластинчатых перфорированных электродов поз.28, изолированных друг от друга и от стоек прокладками поз.29 (404 шт.). Электроды с прокладками помещены в корпус и стянуты с обеих сторон корпуса при помощи стоек, стяжек поз.27 и болтов. Герметичность соединения корпус - стойка обеспечивается прокладками поз 30. Пространство между электродами заполнено водным раствором щелочи: 25%-ным раствором едкого калия КОН или 18%-ным раствором едкого натра NaOH. На правую стойку установлены 4 штуцера на прокладках, предназначенных совместно с трубками для выхода газа, для слива электролита и его заправки, для индикации уровня электролита. В правой и левой стойке установлены предохранительные клапаны поз.37. Стойки закреплены на двух изолирующих планках, которые в свою очередь крепятся к основанию. К стойкам подведено постоянное напряжение с регулятора мощности при помощи изолированных проводов сечением не менее 6 мм2, уложенных между изолирующих планок.
4.3. Блок защиты и регулирования. БЗР состоит из основания поз.46, корпуса поз.45, в них закреплены водяной затвор (ВЗ) и барботер. ВЗ служит для защиты от обратного удара пламени и состоит из корпуса поз.52, крышки, прокладки поз.47, заливочного отверстия с болтом - пробкой поз.43, трех штуцеров поз.32. Барботер предназначен для обогащения проходящей через него водородно-кислородной смеси парами углеводородов; он имеет одинаковое устройство с ВЗ, за исключением того, что верхний штуцер на боковую стенку корпуса не устанавливается (соответственно, не сверлится и отверстие). Регулятор степени обогащения закреплен на корпусе БЗР двумя винтами, к нему подведены трубки от ВЗ, барботера и осушителя. Поворотом регулировочного винта поз.50 в осушитель и горелку направляют газовую смесь либо с ВЗ (чистая смесь), либо с барботера (обогащенная смесь). Этим регулируется соотношение между чистой газовой смесью, и смесью, обогащенной углеводородами. Чистая смесь при сгорании придает пламени окислительный характер; полностью обогащенная смесь - науглероживающий характер; наполовину обогащенная - нормальный характер. В барботер для обогащения смеси заливается неэтилированный бензин (этилированный небезопасен). Для снижения температуры пламени до 1800°С в барботер заливается ацетон, для повышения до 3600°С - растворенный в бензине нафталин (3:1).
4.4. Осушитель. Осушитель предназначен для предотвращения уноса жидкости потоком газа, частично - для защиты от обратного удара пламени. Состоит из корпуса поз.59, крышки поз.60, прокладки поз.47. По устройству аналогичен ВЗ и барботеру, за исключением того, что штуцеры устанавливаются в крышку и дно. Объем осушителя заполняется до отказа, скомканной рыболовной леской.
4.5. Горелка. Горелка состоит из держателя поз.62, кольца поз.63, переходника поз.64, набора сменных сопел поз.65. Сопла устанавливаются в зависимости от режима сварки, определяемого силой тока электролиза (данные см. в табл. 1). Таблица 1
4.6. Регулятор мощности. РМ предназначен для преобразования напряжения переменного тока в напряжение постоянного тока, для регулирования интенсивности процесса электролиза и, как следствие, количества вырабатываемой газовой смеси. Основа РМ триодньй тиристор VS1, управляемый аналогом тиристора, выполненного на транзисторах VT1 и VT2. Резистор R4, предохранитель, индикаторная лампа HL1, переключатель размещены на левой панели, остальные элементы - на монтажной плате поз.6, закрепленной на основании поз.1 при помощи алюминиевого уголка поз.7.
4.7. Приспособления для работы и обслуживания. В перечень приспособлений входят заливочная емкость, кронштейн и пламегаситель. Заливочная емкость предназначена для заправки электролизера электролитом и состоит из заливочного стакана поз.67, с закрепленным в нем при помощи прокладок, шайбы и гайки винтом поз.69. Кронштейн предназначен для удерживания заливочной емкости во время заправки; при использовании он устанавливается уступом на боковую стенку кожуха, фиксируясь отверстием диаметром 17 мм на болт крышки. Пламегаситель предназначен для гашения пламени горелки и располагается вблизи зоны сварки. Состоит из стального листа и пористой резины, приклеенной к нему.
5. Изготовление деталей, сборочных единиц. Сборка АГЭ. Перед тем, как приступить к изготовлению АГЭ, внимательно изучите описание и чертежи. Контуры деталей, изготовленных из листовых материалов, рекомендуется нанести на бумагу в натуральную величину. Особое внимание обратите на изготовление блока электролизера. Электроды поз.28 изготовлены из листовой углеродистой стали без покрытия. После вырезки, сверления отверстий, рихтовки и снятия заусенцев каждый электрод зачищается с двух сторон наждачной бумагой средней зернистости. Отверстия в электроде необходимы для уменьшения степени газонаполнения электролита, что снижает КПД процесса электролиза. Затем на электроды наклеиваются прокладки поз.29 на клей БФ-2, БФ-4. Поверхности перед склейкой тщательно обезжирить. Для повышения качества склейки рекомендуется сушка склеенных деталей под гнетом в духовке при температуре 140-150°С 2 часа. Корпус электролизера представляет собой трубу прямоугольного сечения из стеклопластика. Для изготовления корпуса необходимо подготовить четыре деревянных бруска длиной 800-1000 мм, общим сечением равным сечению внутренней полости корпуса 105x135 мм. При подготовке брусков нужно учесть, что между брусками будут размещаться крест-накрест картонные прокладки толщиной 1 мм. Внешние кромки полученного набора из брусков закругляются по всей длине, весь набор стягивается на концах двумя хомутами. После этого готовятся материалы для изготовления стеклопластика: стеклоткань полотняного переплетения типа СЭ (проще говоря - тонкая); стеклоткань сатиновою переплетения типа АСТТ(б) толщиной 0,33 мм; стеклорогожа ТЖС-07 (толщиной 0,7 мм), эпоксидный клей. Ткань нарезается на полосы шириной, соответствующей ширине и высоте корпуса, длиной на 20-30 мм больше длины корпуса электролизера. Перед работами стеклоткань необходимо хорошо просушить. Так как для наклеивания полос ткани используется эпоксидный клей, работы необходимо вести в проветриваемом помещении. Набор брусков для формовки корпуса обернуть полиэтиленом или покрыть тонким слоем смазки. На широкие части набора поочередно уложить полосы ткани СЭ, хорошо пропитать клеем и прикатать валиком. Полоса сушится в течении 1-1,5 часов. Аналогично нанести полосы вплотную друг к другу на узкие части набора. Затем приклеиваются четыре полосы на угловые части набора. После этого просушку слоев можно не производить и клеить до окончания работ. После ткани СЭ аналогично наклеивается слой ткани АСТТ, затем 2 слоя ТЖС, затем слой АСТТ, затем слой АСТТ, 2 слоя ТЖС. После этого на стеклоткань накладываются и приклеиваются стяжки поочередно с каждой стороны. Располагать стяжки следует согласно чертежу корпуса. После просушки в течении 12 часов комбинация слоев повторяется: АСТТ, 2 ТЖС, АСТТ, 2 ТЖС. Главное правило при изготовлении -хорошо пропитать ткань клеем и не допускать повторного наложения стыков ткани на другой стык во избежание бугров. После просушки корпуса обрезки торцов в размер чертежа, из него извлекают набор брусков начиная с картонных прокладок, затем поочередно бруски. После этого производят формовку торцов; для этого на ровную, жесткую и гладкую поверхность укладывают полиэтилен, на торец наносят эпоксидный клей, корпус ставят торцом на полиэтилен и оставляют до окончания полимерации клея. Аналогично обрабатывается второй торец. Облой клея аккуратно срезается бритвой. Прокладки прямоугольного сечения вырезаются из резины сапожным ножом согласно чертежу. Прокладки поз.41 вырубаются из резины пробойниками, изготовленными из металлических трубок соответствующих размеров. Из листа стали выпиливаются стойки, расположение отверстий в них уточняются по расположению стяжек на корпусе электролизера. Позиции 32, 35, 40, 48, 50, 63, 64, 69 вытачиваются на токарном станке или подбираются стандартные из черных металлов. Учтите особенность аппарата - в тракте следования газовой смеси и емкости электролизера нельзя использовать детали из цветных металлов. Штуцеры и предохранительные клапаны фиксируются в стойках при помощи клея БФ-2, нанесенного на резьбовые части. Перед сборкой, все детали электролизера необходимо тщательно промыть в бензине и просушить, сборку производить в чистых перчатках, не допуская попадания масла, жира на электроды и внутренние поверхности стоек. На корпусе электролизера закрепляют левую стойку с прокладкой, затяжку болтов производят аккуратно, крест-накрест. Корпус ставят стойкой вниз и вкладывают (пинцетом) в него электроды с наклеенными на них прокладками. Первым и последним закладывают электроды с прокладками, наклеенными с обеих сторон. Для уплотнения электродов в корпусе, на крайний правый (по сбор. чертежу) электрод по углам размещают четыре прямоугольных куска резины 15x15 мм и притягивают правую стойку аналогично левой. При сборке обратите внимание на то, чтобы каналы штуцеров не перекрывались прокладками. К отбортовкам стоек привинчиваются изолирующие планки - электролизер готов. Заглушив штуцера временными резиновыми пробками, нужно подсоединить заливочный шланг поз.34 к водопроводу и его давлением испытать электролизер на герметичность: подтеков воды не должно быть. Герметичность можно проверить и давлением воздуха, предварительно покрыв мыльной пеной места сопряжения корпуса и стоек, стоек и штуцеров. Основание поз.1 изготовлено из текстолита, гетинакса или фанеры, окрашенной в два слоя после сверления отверстий (аналогично поз.46). Корпуса ВЗ, барботера и осушителя склеены из оргстекла, корпус осушителя можно изготовить из текстолита или гетинакса. Штуцеры в корпуса ставятся на клей БФ-2. При установке корпусов на поз.46. под них укладывается лист резины поз.2, служащий для предотвращения деформации корпусов при установки поз.45 на основание. Корпус регулятора смесиобразования (РСО) изготовлен из оргстекла, в котором просверлен один канал на проход, два других отверстия - глухие. Перед установкой винта поз.50 в РСО на резьбовые части нанести смазку применяемую при монтаже газовых плит. Автором применена самодельная смазка, касторовое масло 95%, известь, по расчету на кальции 2,5%, вода 2.5% - перемешать, помешивая довести до кипения. Соединительные трубки - из поливинилхлоридного пластика по ГОСТ 19034-82 с внутренним диаметром 6 мм. Для шлангов хорошо подходят трубки внутривенных капельниц, если будете использовать отработанные капельницы, не забудьте их продезинфицировать. На штуцерах и ниппеле трубки закрепляются хомутиками или мягкой проволокой диаметром 0,4-0,5 мм, не допуская прорезывания трубок. Предохранительный клапан изготовлен из штуцера поз.32, на который нужно надеть отрезок резиновой технической трубки по ГОСТ 5496-78 с одно стороны плотно заглушенной пробкой. Вокруг трубки обкручивается лист тонкой резины и плотно крепится нитками. Вместо тонкой резины можно использовать воздушные шарики, напальчники, фрагменты медицинских перчаток и т.д. После изготовления БЗР и осушителя, их также необходимо проверить на герметичность. Детали регулятора мощности, кроме указанных выше, располагаются на монтажной плате. Монтаж - навесной. Для более устойчивой работы диоды VD1...VD4 и тиристор VS1 следует установить на радиаторы, которые представляют собой алюминиевые полосы 150x130 мм, согнутые в виде буквы "П", в верхней перекладине буквы просверлены отверстия под диоды и тиристор. Провода, соединяющие выводы резистора R4 с монтажной платой должны быть минимальной длинны и экранированы. После сборки РМ следует испытать, подсоединив вместо электролизера лампу накаливания 220 В, 100 Вт. При повороте регулятора R4 из крайнего левого в крайнее правое положение свечение лампы должно меняться от нуля до максимума.
6. Рекомендации по замене деталей и материалов. При изготовлении корпуса электролизера вместо самодельного стеклопластика проще использовать листы текстолита или гетинакса толщиной 5...10 мм. Боковые стенки корпуса при этом выполняются с припуском 20 мм по ширине, в них же на расстоянии от торца 7,5 мм делаются четыре пропила (в каждой боковой стенке) на глубину 15 мм и шириной 5...10 мм (в зависимости от толщины стенок). В эти пропилы вставляются полосы текстолита 150x150 мм - они будут выполнять роль стяжек поз.27. Детали корпуса склеиваются между собой клеем БФ-2 (или эпоксидным клеем) дополнительно стягиваются снизу и сверху болтами или шпильками, проходящими через отверстия, просверленные в выступающих частях боковых стенок. Вместо заливочного стакана допускается использовать любые полиэтиленовые стаканы (от чистящих паст, футляры от буровых коронок и т.д.) соответствующие по размерам поз.67. Вместо осушителя допускается использование стандартного сухого огнепреградителя типа ЗВВ-1-69. Вместо горелки возможно использование стандартных инжекторных горелок малой' мощности малогабаритного исполнения типа Г2-02 "Малютка" и "Звездочка", после их доработки. Доработка заключается в том, что диаметр выходного канала нужно увеличить до диаметра входного канала, либо инжектор удалить вовсе. При использовании стандартной горелки отпадает необходимость в РСО: в ацетиленовый ниппель горелки подается газовая смесь из ВЗ, в кислородный - из барботера. Учитывайте, что в этом случае необходимо два осушителя: один перед ацетиленовым ниппелем, другой - перед кислородным. Штуцеры и ниппель АГЭ можно подобрать из деталей тормозных автомобильных систем, единственное ограничение - они должны быть стальными.
7. Подготовка АГЭ к работе. После сборки аппарата, необходимо убедиться в правильности монтажа электро- и пневмосоединений. Проверьте мегаомметром сопротивление между поз.31 и 38, должно быть не менее 20 МОм. Затем электролизер промывается промывочным составом. При промывке детали 17, 18 рекомендуется не ставить для контроля подтеков. Промывочный состав: в 5 литров дистиллированной (или талой) воды нужно всыпать 0,25 кг КОН (или NaOH); помешивая стеклянной палочкой, довести до полного растворения, дать отстояться 30 минут. Залить состав в электролизер небольшими порциями до отметок уровня, соединив заливочный стакан с трубкой поз.34. Затем, подняв стакан выше уровня электролита, снять его, заглушить трубку пробкой. Заполнить ВЗ водопроводной водой на высоту 150 мм от дна, заземлить аппарат, регулятор тока установить в крайнее левое положение. Включить АГЭ в сеть, включить переключатель установить ток 1,5-2,5 А, выдержать этот режим 30 минут, факел не зажигать, горелку при этом вывести на открытый воздух. В процессе промывки в трубках может появиться пена, свидетельствующая о процессе удаления органических загрязнений электродов и стоек при сборке. Если пенообразование идет слишком активно - рекомендуется немного уменьшить ток. Отключить АГЭ от сети, поднять пробку сливной трубки выше уровня электролита, открутить ее, слить промывочный состав в заранее приготовленную емкость; БЗР промыть водой. Приготовить рабочий электролит: в 5 литров дистиллированной или талой воды всыпать 1,25 кг КОН (или NaOH) растворить, дать отстояться сутки в закрытой таре. Для подавления коррозии электродов неплохо в электролит добавить 2-3 грамма на литр бихромата калия или хромата калия. Установить боковые стенки кожуха, установить кронштейн с заливочным стаканом, заправить электролизер, заглушить сливную трубку. Заправить ВЗ (см. выше), барботер неэтилированным бензином на высоту 100 мм от дна. Аппарат заземлить.
8. Порядок работы с АГЭ. После выполнения пункта 7 АГЭ можно подключить к сети. Подключив, установить ток 1-2 А. дать прогреться в течение 5 минут и установить ток 3-4 А. Если при этом в трубку вместе с газовой смесью поступает пена, снизить ток до 1,5-2 А и через 5 минут увеличить до 3-4 А Если многократное изменение режима не помогает - заменить электролит. Затем поджигается факел. При работе для каждого сопла сила тока устанавливается согласно таблице 1. При отрыве факела от сопла уменьшают ток либо ставят сопло с увеличенным сечением. Слишком малая скорость истечения газовой смеси из сопла затягивает пламя в сопло и выводит его из строя. Отрегулировав скорость истечения смеси, регулируют характер горения пламени винтом РСО. Полностью перекрывая винтом канал А РСО (см. чертеж поз.49) в горелку подают газовую смесь, обогащенную парами бензина; открывая канал - подают чистую газовую смесь. Степень обогащения пламени контролируют по величине "голубого языка" пламени - чем больше его длина, тем меньше паров бензина в нем содержится, а значит и меньше температура пламени. Пламя чистой газовой смеси имеет окислительный характер, на половину обогащенная смесь имеет науглероживающий (наводораживающий) характер пламени. Для удобства регулировок на головку винта поз.50 следует нанести риски показывающие полностью перекрытый канал и полностью открытый. После окончания сварки винтом РСО перекрывают канал А и кратким прикосновением сопла к резине пламегасителя гасят факел, сразу же после этого выключают питание. Во избежание подсасывания воды из ВЗ в электролизер необходимо разгерметизировать снятием трубки с ниппеля поз.48 или снятием резиновой трубки со штуцера предохранительного клапана на правой стойке. После остывания электролизера (примерно 1 час) герметичность восстанавливают. При работе не рекомендуется допускать нагрев корпуса электролизера более 85°С, в противном случае резко увеличивается степень газонаполнения электролиза, что приводит к уменьшению количества газовой смеси и попаданию в трубки пены. Оптимальная температура электролита 55-70°С. При работе необходимо контролировать наличие воды в ВЗ, показания амперметра и уровень электролита.
9. Особенности эксплуатации АГЭ. Газовой смесью, вырабатываемой АГЭ, сваривают малоуглеродистые и низколегированные конструкционные стали, медные сплавы, алюминий и его сплавы, свинец, стекло, пластмассы. При сварке рекомендуется применять в основном левый способ сварки, при котором пламя горелки направлено на несваренные кромки металла и процесс сварки ведется справа налево. При этом горелка перемещается за присадочным стержнем. В процессе сварки нужно следить за тем, чтобы сначала оплавлять кромки металла, а затем присадочный стержень. Сварка сталей. Сварка алюминия и его сплавов. Сварка меди и ее сплавов. АГЭ позволяет также производить и высокотемпературную пайку металлов медью, медно-цинковым и серебряным припоями. При сварке и пайке кромки свариваемых деталей необходимо зачистить и обезжирить. При сварке металлов малых толщин в барботер вместо бензина целесообразно залить ацетон - это уменьшит температуру пламени и позволит избежать прогаров. При хранении АГЭ без использования более недели бензин и воду из БЗР необходимо слить. Не реже раза в год рекомендуется заменить электролит и промыть электролизер. При снижении уровня электролита в электролизер доливать только воду. Срок службы электродов 5 лет.
10. Меры безопасности при работе и обслуживании АГЭ. Запрещается: При сварочных работах глаза необходимо защитить очками с темными светофильтрами. При работе с электролитом необходимо защитить руки резиновыми перчатками, глаза - защитными очками. При попадании электролита на кожу - промыть холодной проточной водой. При контроле уровня электролита не приближайте лицо к панели. Не касайтесь токоведущих частей АГЭ во время работы и в течении двух часов после выключения: электролизер обладает электрической емкостью.
Портативный газосварочный аппарат. Сборочный чертеж.
Литература:
© С.И.Молотков, 1995 г. Размещено с согласия автора. © "Энциклопедия Технологий и Методик" Патлах В.В. 1993-2007 гг.
|


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
оооооооооооооооооооооооо
|
|